





热熔钻孔机也叫热钻,是一种针对壁薄产品加工的新工艺。这也迎合了多米做数控钻床的初衷——致力于改善传统的钻孔攻丝加工方式。今天,小编就给热熔钻孔机做一个详细的介绍!
一、什么是热熔钻孔机
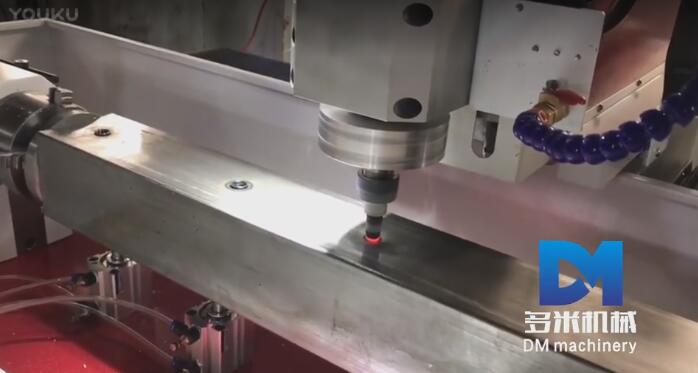
多米机械的全自动热熔钻孔机,依然和普通数控自动钻孔机一样,可加工铁板、钢析等五金材料,自主研发CNC控制系统、伺服马达带动。唯一和公司其它自动钻孔机有别的是,全自动热熔钻孔机主轴需要添加散热装置,因为热熔钻是通过特殊的热熔钻头部与产品表面摩擦钻孔,会有七百到800度上下的高温,主轴加散热装置,可以降低连续钻孔而产生的热量,也可以延长热熔钻的寿命,最主要还可以保证热熔自动钻孔机的主轴不会因过高的温度而损坏。

热熔钻头:热熔钻头也分圆口型和平口型,根据客户用热熔钻孔机加工要求的不同,选择的热粉钻类型也不一样。圆口型的热熔钻会在工件表面形成一个凸环,适合做螺纹密封或螺母垫圈;而平口型热熔钻,在加工的时候会直接将表面的凸环切掉,使工件表面平滑。但我们在给客户试样的时候,会直接通过钻孔深度来决定是否有凸环,想要工件孔径表面平滑,就直接孔径钻深。长期加工的客户还是建议买专用钻头。
挤压丝锥:热熔钻孔机需要用挤压丝锥(也叫挤牙丝锥),这种丝锥不像靠切削材料的颗粒组织形成螺纹的普通丝锥,而是通过挤压材料来形成螺纹,所以丝锥使用寿命更长,加工出的螺纹质量更高。
热熔膏:热熔膏是热熔自动钻孔机必备的易耗品,用热熔膏可以延长钻头的使用寿命,并且产生清洁和另人满意的边缘形状。如果加工材料硬度越高,添加热熔膏的次数就更频繁!
利用热熔钻孔工艺,可以取代传统焊接螺母、压铆螺母。工艺更简单,实现无尘加工,效果更理想。

二、热熔钻头的实际操作有哪些?
说到热熔钻这个词就会想到热熔钻孔机中的热熔钻头,由于它的工艺简单轻松取代了焊接螺母,取代压铆螺母。适用于打孔的金属材质比较硬,通过钻头的旋转与下压进行挤压沿着圆孔进行打孔。今天小编为大家解析一下热熔钻头的实际操作。
手动进给推荐操作步骤
1. 正确选择热熔钻(孔径和类型)
2. 选用推荐的功率和转速
3. 使用推荐的刀柄
4. 正确将夹头装入刀柄
5. 将热熔钻钻头装入夹头并锁紧(定期检查和调整刀具的夹紧力)
6. 将刀柄接入钻床 7. 将加工工件紧固在工作台上
8. 确保工件和刀具之间的合适运行范围(正确地设置起始和终止的位置)
9. 正确选择转速
10. 正确选择钻孔深度
11. 按照材料和厚度选用推荐的进给速度
12. 加少量润滑油于刀具上
13. 下压手柄,保持规则匀速的进给速度,不可停顿
14. 当热熔钻头底部到达工件表面,迅速放松手柄
15. 注意观察钻孔时间和钻头颜色
16. 注意调节转速和进给速度(步骤9,13),温度过高:降低转速或提高进给速度,或二者同时进行。
安全提示:
1. 热熔钻操作过程中需始终配戴安全手套和护目镜
2. 在工件没有冷却之前请不要用手直接触摸
3. 平口型热熔钻操作时因由有切屑飞出请穿防护服。
以上为实际操作,按照步骤进行有条不紊的操作,切勿违规操作让自动钻孔机停止运行,影响工作效率,本身自带有断钻头自动报警停止功能,但人为失误会减少钻攻机的机床寿命,这样就得不偿失了。
三、热熔钻孔机数控系统的简易操作流程
1、开机时请按电源绿色按钮,当操作系统的显示器中出现LOGO后,等待20秒左右进入到自动进行操作界面。
2、开始操作的时候,必须进行数据归零操作,归零是按红色标准按钮,机床所设置数据自动清零,在机床归零期间不得按任何按钮,直到系统上的四轴归零以后工作灯正常亮起为白色。
3、进行‘分中’设置时,在手轮模式下进行设置,进入到机床坐标界面,手轮控制X轴或Y轴移动至基准一端,按‘转换’,手轮控制X轴或Y轴移动至基准的另一端,在按一次转换。按X或Y,再按输出按钮,机床坐标自动抄入至系统,分中完毕。
4、进行‘对刀’设置时,手轮控制Z轴至工件表面,按Z件按钮,在按输入按钮,手动写出具体参数,对刀进行完毕。
5、进行‘读取程序’设置,在MDI录入的模式下,插入U盘多按程序按钮几下,直至进入到文本目录界面,按‘转换’按钮进行C盘与U盘切换,选中要拷贝的程序,按输入按钮复制程序,输入4个数字,按输入按钮文件即可拷贝至系统,再按转换按钮切换回C盘文件中,按换行按键,在按Y按键打开程序,当主界面显示不需要程序名后,读取程序完毕。
6、进行执行加工设置,按自动按键,在按启动按键,这样机床就可以自动化进行程序加工了。

四、热熔钻孔机的机座的组装
热熔钻孔机机座是由铸铁进行焊接制成,首先需要绘制机座工程图,根据图纸进行铸铁原材料的小大裁切,然后进行按照绘制图进行焊接与固定机座。机座正上面还需要焊接一个工作台,工作台的大小也就是整个热熔钻孔机的有效行程,焊接工作台俗称T型槽,也是方便夹具工装的按照与调试,工作台并不是一个平面,而是由间距标准的铸铁制作而成,更加方便装夹工装。机座的焊接工艺与制作设计基本上都完成,下面就开始进行外观美化。说到美化这个词在工业品上俗话就是喷漆,本司采用的是冷喷表面漆的制作工艺,而还有一种是热烤漆的工艺。本司采用的表面喷漆的工艺,这种更加不容易掉漆外观漂亮,下面为大家介绍以下喷漆的过程。
1:利用天那水的除锈与防锈功能进行机身外表搽试与清理,待天那水干燥后进行下一步。
2:用打磨机的磨砂片进行打磨加工,Z轴座上方与机座的灰尘与铁锈进行再一次除锈与清理外表。
3:利用原子灰进行机座的修补与防护,这步让铸铁与空气隔离为了防止铸铁生锈与氧化,这样就不会影响外观。
4:用拉伸膜与美纹纸等遮蔽不需要喷漆的工件表面,做好喷漆前的准备,让外观更加表面与整洁。
5:待第三步的原子灰与机座完美贴合后进行打磨与修补,为了让机座不出现一些垦垦洼洼的问题影响外观与喷漆过程。
6:上方五步做完后进行最后一步工艺-机座的喷漆,调制后所喷的油漆之后,装在喷漆工具中,在表面进行喷涂操作。
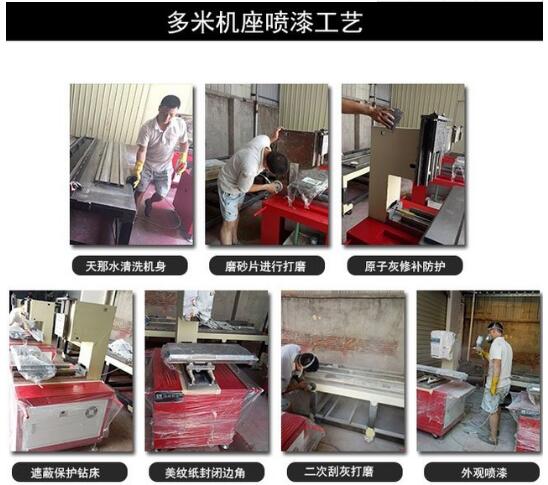
上方几步操作完成后基本上的外观机座就成行了,还需要进行边角修补与装饰,如有不同步骤请阅读上方图片进行参考!
- 上一篇:热熔自动打孔机装配前的准备有哪些?
- 下一篇:热熔钻头加工后效果图示




