





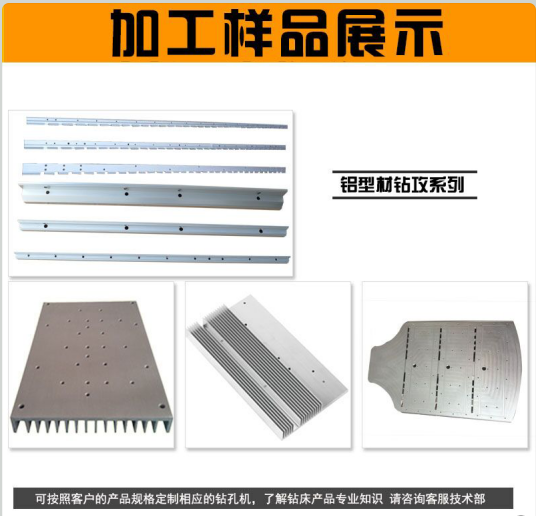
铝合金因为具有良好的机械性和导电性,在航空等各大工业领域中受到人们的喜爱与欢迎,但如果想给铝合金钻孔加工的话就没那么简单了,很多小伙伴都为此感到头疼,今天多米小编就给大家讲诉一下怎样用热熔钻孔机给铝合金钻孔。
首先我们先谈一谈铝合金,铝合金按制造方法不同,分为铸造的和形变(可压延)两大类。
形变铝合金多用来制造拉伸的零件、铆钉、板材、型材等,这一类零件在加工过程中,孔的加工并不多见,我们暂且不考虑。而铸造铝合金,相对而言种类很多,最基本的是铝硅合金是硅铝明。
与钢材和黄铜相比,铝合金的特点:一是材质软,刚性差。二是弹性模量低。
这两个因素显著影响了铝合金的切削加工性。因此,热熔钻孔机给加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利。否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削,然后当间隙或弹性消失时,刀具就咬入工件的表面,啃出槽痕。
所以,在钻孔过程中,我们也要注意铝合金的切削要点,合理地选取铝合金的切削方法。
选择铝合金群钻
在钻削过程中,标准群钻由于外刃锋角(2Φ)、内刃锋角(2Φ')相对较大,后角(α)较小,后刀面与被切削面摩擦严重,产生了大量的切削热,切削温度升高快;主切削刃对材料的切入角小,切削厚度变薄,容易碎断,不易排出;内刃前角为负值,工作中完全处于挤压切削状态,局部温度高,材料融敷现象严重。
铝合金专用群钻几何参数和形状的改进。经过长期实践,我们对标准群钻进行了几何参数和形状上的改进,刃磨成铝合金专用钻头,将原有140°的外刃锋角减小至105°~110°,这样就减少了轴向力,加大了刀尖角,改善了散热条件,加剧了切屑变形,形成了条状切屑。
加大后角,将后角α由原来的13°~14°加大至22°~23°,这样就减少了切削热的产生,使熔敷现象减轻,同时较大的后角,也使得主切削刃更加锋利,容易切入材料,形成厚切屑,方便排出。
将原内刃前角–10°左右改为正值或接近正值,可以很好地降低切削阻力,改善内刃切削状体。
将原有双边圆弧槽改为单边圆弧槽,在铝合金硬度低的条件下,可以很好地减小切削抗力,增加切屑厚度,而不会引起震动。
将横刃沿背侧的棱多磨去一些,以加大容屑空间。
铝合金群钻的刃磨方法。
准备使用A46~60K、L型号砂轮,砂轮修磨平整,砂轮的远郊不得大于钻头的圆弧半径。
刃磨直刃时,钻头刃口与砂轮平面靠齐,钻头轴线向左切屑出峰角的角度,由刃口向后刀面磨削,上下摆动钻头柄部,整个过程手要有支点,钻头尾部摆动不可高于水平面。
在刃磨月牙槽时,钻头主切削刃接触砂轮边角,刃口不可上翘,钻头柄部向下压刃磨后刀面,砂轮与钻轴夹角55°角,钻头平进,不可上下摆动。
在刃磨横刃时,钻头轴线左倾15°,钻头尾部下压55°,外刃和砂轮侧面形成夹角,注意及时冷却钻头,避免钻心退火。
最后刃磨加深钻头的内槽,用片状砂轮或小砂轮,此时要注意后角的角度,避免后刀面空间位置高于圆弧切削刃。
切削刃的鐾光
为了减轻产生积屑瘤的情况,特别是避免积屑瘤在消失时的残痕粘附在前面上,应将钻头切削刃的前刀面(螺旋槽)和后刀面用油石鐾光到0.8μm以上;最好选用刃沟经过抛光的钻头。
选择合适的切削用量
极限转速,大进给,是铝合金钻孔时的切削宗旨。高转速可以提供较大离心力,使得切屑在螺旋槽中更容易呈现喷射状排出,同时也可缩短切屑在切削刃上的单位停留时间,降低粘结的可能性。而较大的进给量,可以降低单位切削量内产生的切削热量。
充分夹紧和支撑工件
在加工铝合金工件时,必须充分地夹紧和支撑工件,并保持刀具锋利。否则,工件往往会有离开切削刀具的倾向。
有时工件的表面出现不规则的槽痕和光亮的挤压斑,一种可能是由于刀具对工件的压力不正常引发的,还有一种可能是由于夹持不牢固而引起振颤时,刀具在工件的表面作间隙式的磨蹭,发生挤压现象和粉状切削,然后,当间隙或弹性消失时,刀具就咬入工件表面,啃出槽痕。
选取合理的加工过程
为了获得光洁的工件表面,尽可能采用先钻孔后扩孔的组合,因为各种合格的铝合金工件毛坯,总会有一些氧化层,加剧钻头的磨损。
选择配套的切削液
铝合金切削液的选择非常重要,必须保证良好的润滑性、冷却性、过滤性和防锈性,因此,可用于铝合金加工的切削液与普通的切削液有所不同。
在热熔钻孔机给铝合金钻孔时,由于是高速加工,可产生大量的热量,如果产生的热量不能及时地被切削液带走,将会发生粘刀现象,严重的会出现积屑瘤,将严重的影响到工件的加工精糙度和刀具的使用寿命,同时热量也可使工件发生变形,严重影响到工件的精度。
因此切削液的选择,既要考虑到其本身的润滑性,也要考虑其冷却性能。对于精加工,宜选择乳化型减摩切削液或低粘度的切削油;对于半精加工和粗加工,可选择低浓度的乳化型减摩切削液,或半合成减摩切削液等具有良好冷却性能的切削液。
如果你能够耐下性子把这篇文章看完的话,那么小编相信你一定会在使用热熔钻孔机给铝合金钻孔的时候少走许多的弯路,或者你有好的建议也欢迎留言或者拨打我们的联系电话进行咨询。




